
Oznaczanie chropowatości powierzchni i obróbki powierzchniowej
Spis treści
Oznaczenia obróbki powierzchni
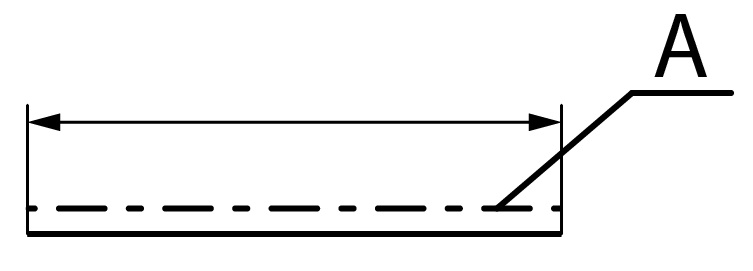
Obróbkę powierzchni oznacza się linia punktową grubą nad linią obrysu powierzchni odrabianej. Zazwyczaj precyzujemy strzałką jaki ma to być rodzaj obróbki np. hartowanie, chromowanie, polerowanie lub po prostu nakładamy symbol obróbki np. najczęściej stosowanej chropowatości.
Schemat oznaczenia obróbki powierzchni.
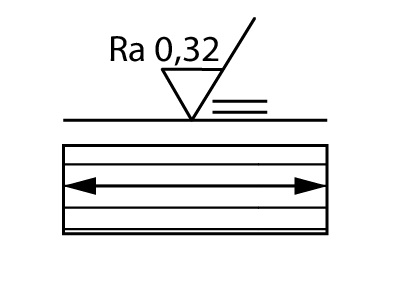
Oznaczanie obróbki powierzchni.
Oznaczenie obróbki powierzchni na elemencie.
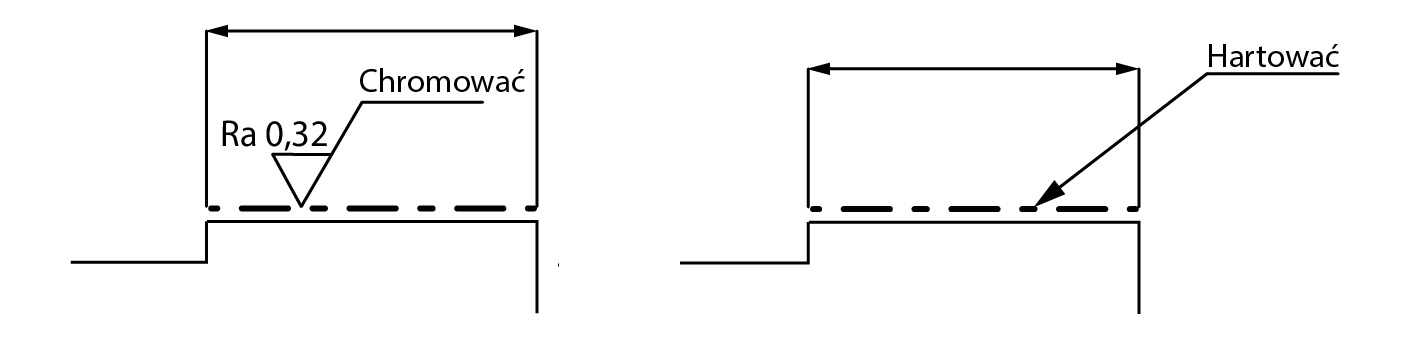
Oznaczanie hartowania.
Oznaczenia obszaru powierzchni przeznaczonej do obróbki.
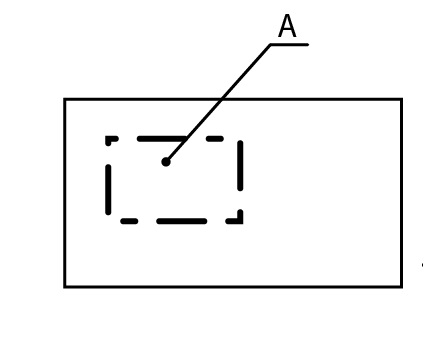
Oznaczanie powierzchni przeznaczonej na obróbkę.
Oznaczenie chropowatości na wale.
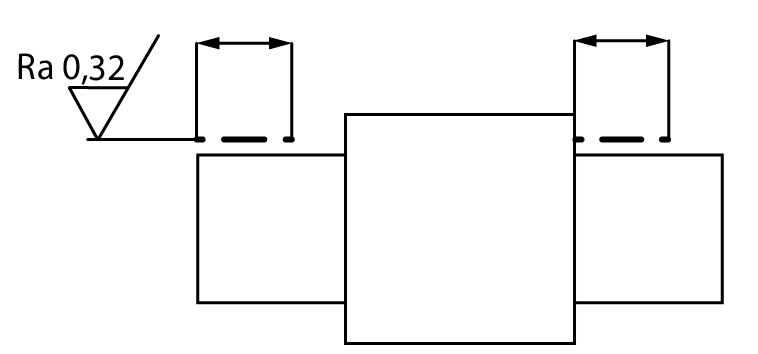
Oznaczanie obróbki powierzchni wału.
Chropowatość Ra
chropowatość zdefiniowana jako średnia arytmetyczna wartości bezwzględnych wysokości w ciągłym danym przedziale mierzonym.
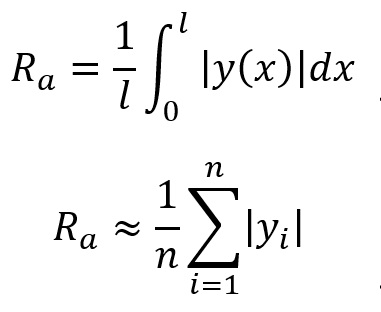

Gdzie :
m – linia dzieląca profil chropowatości tak, że suma kwadratów odchyleń profilu y od tej linii jest najmniejsza.
Chropowatość Rz
chropowatość zdefiniowana jako średnia arytmetyczna wartości bezwzględnych wysokości 5 najwyższych i 5 najniższych punktów w danym przedziale mierzonym.
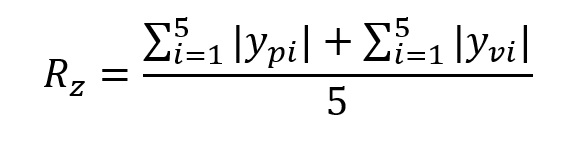
Wzór na chropowatość Rz.

Falistość powierzchni
Falistość oznaczana literą W_z jest powierzchnią rzeczywistą o charakterze losowym (np. po ścieraniu) lub okresowym (np. po toczeniu) których odstępy znacznie przewyższają odstępy wystąpień w profilu chropowatości. Falistość może być spowodowana drganiami maszyny obrabiającej.

Gdzie:
m_w – linia środkowa
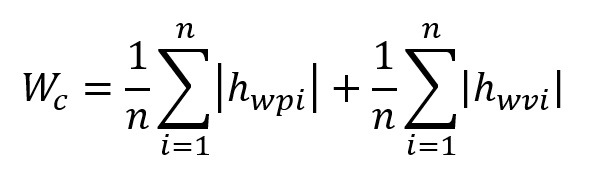
h_wp – wysokość wzniesień profilu. Odległość najwyższego wzniesienia od linii m_w
h_wv – głębokość wgłębienia profilu. Odległość największego wgłębienia od linii m_w
w_p – maksymalna wysokość wzniesienia profilu falistości
w_v – maksymalna głębokość profilu falistości
w_m = w_p+w_v – maksymalna wysokość profilu falistości
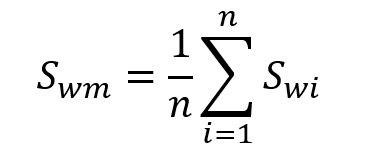
S_w – odstęp falistości
S_wm – średni odstęp falistości
W_c – suma średnich wartości wysokości wzniesień i głębokości wgłębień profilu falistości
W_a – średnie arytmetyczne odchylenie prof. Falistości
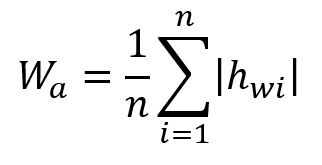
W_q – średnie kwadratowe odchylenie profilu falistości
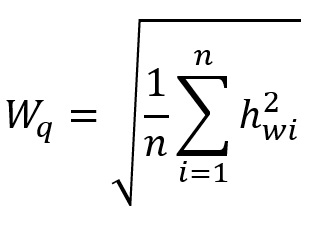
Tabela Wartości chropowatośći Ra i Rz
| Ra | 250 | 200 | 160 | 125 | 100 | 80 | 63 | 50 | 40 | 32 | 25 | 20 | 16 | 12,5 | 10 | 8 | 6,3 |
| Rz | 1000 | 800 | 630 | 500 | 400 | 320 | 250 | 200 | 160 | 125 | 100 | 80 | 63 | 50 | 40 | 32 | 25 |
| klasa | – | – | – | – | 1 | – | – | 2 | – | – | 3 | – | – | 4 | – | – | |
| Ra | 5 | 4 | 3,2 | 2,5 | 2 | 1,6 | 1,25 | 1 | 0,8 | 0,63 | 0,5 | 0,4 | 0,32 | 0,25 | 0,2 | ||
| Rz | 20 | 16 | 12,5 | 10 | – | – | 6,3 | 5 | 4 | 3,2 | 2,5 | 2 | 1,6 | 1,25 | 1 | ||
| klasa | 5 | – | – | 6 | – | – | 7 | – | – | 8 | – | – | 9 | – | – | ||
| Ra | 0,16 | 0,125 | 0,1 | 0,08 | 0,063 | 0,05 | 0,04 | 0,032 | 0,025 | 0,02 | 0,016 | 0,012 | 0,01 | 0,008 | |||
| Rz | 0,8 | 0,63 | 0,5 | 0,4 | 0,32 | 0,25 | 0,2 | 0,16 | 0,125 | 0,1 | 0,08 | 0,063 | 0,05 | 0,04 | |||
| klasa | 10 | – | – | 11 | – | – | 12 | – | – | 13 | – | – | 14 |
Oznaczenie chropowatości w rysunku technicznym
Poniżej znajduje się symbol oznaczenia chropowatości.
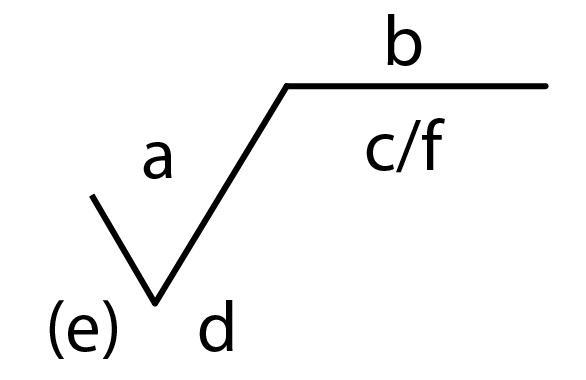
Oznaczanie chropowatości.
Gdzie :
a – wartość chropowatości Ra w mikrometrach poprzedzona symbolem Ra
b – metoda wykonania/rodzaj obróbki. Opisuje wymagania procesu technologicznego
c – długość odcinka elementarnego (można pominąć)
d – kierunek obróbki powierzchni
e – naddatek na obróbkę
f – wartość parametru chropowatości inna niż Ra w mikrometrach, poprzedzona odpowiednim symbolem np. Rz
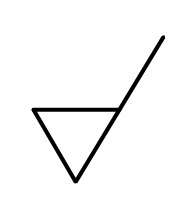
Symbole oznaczeń struktury powierzchni
 |
Dowolny proces obróbki. |
 |
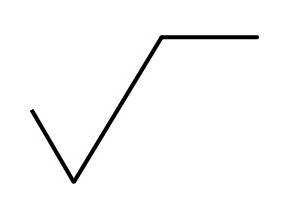
Obróbka skrawaniem. |
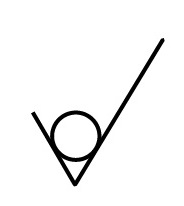 |
Usunięcie warstwy materiału jest niedopuszczalne – np. pasywacja (która nie usuwa materiału). |
 |
Symbol uzupełniający o szczególną cechę. |
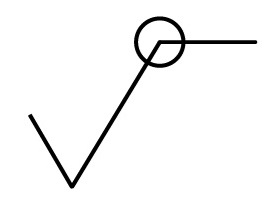 |
Oznacza tą samą strukturę powierzchni na obwodzie. |
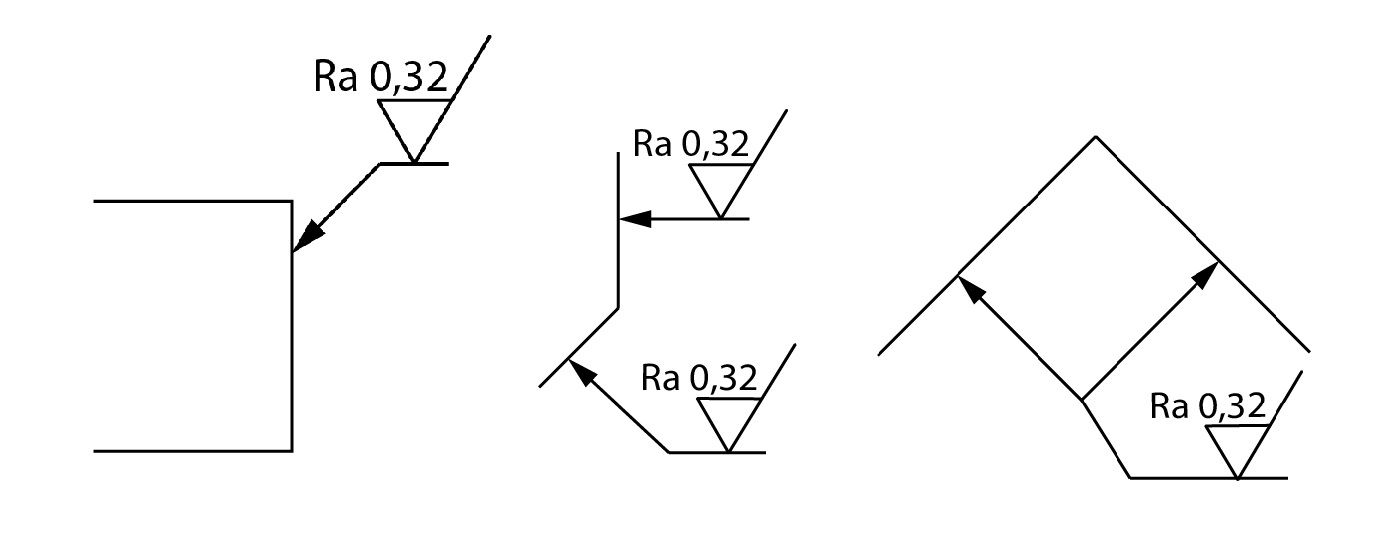
Przykłady oznaczeń chropowatości w rysunku technicznym i umieszczenie na rysunkach.


Przykłady oznaczeń chropowatości na elementach.
Z linią odniesienia.
Bez linii odniesienia.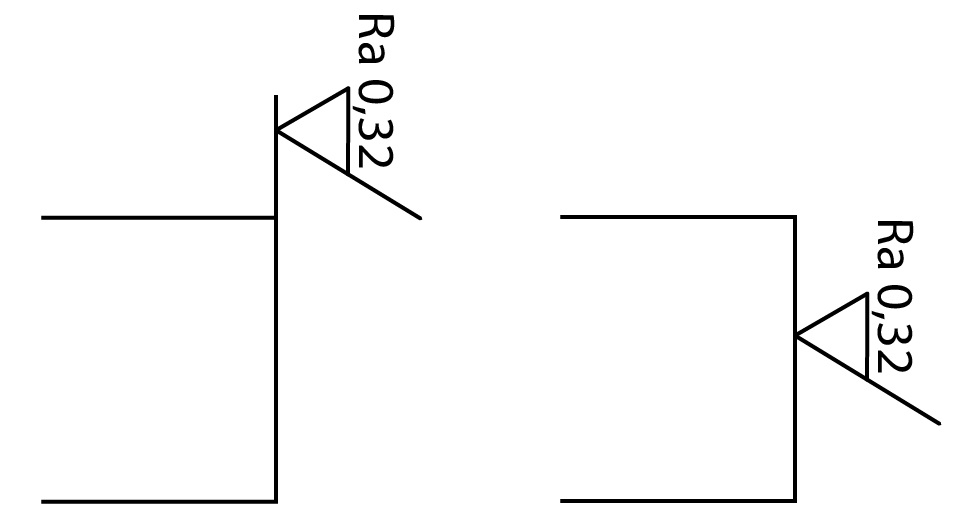
Symbole kierunku obróbki powierzchni.
 |
Struganie Dłutowanie |
 |
Równoległa |
 |
Toczenie wzdł. Struganie Dłutowanie |
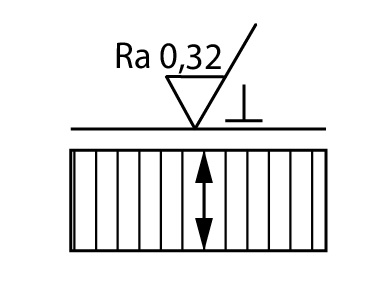 |
Prostopadła |
 |
Toczenie czołowe Frezowanie czołowe |
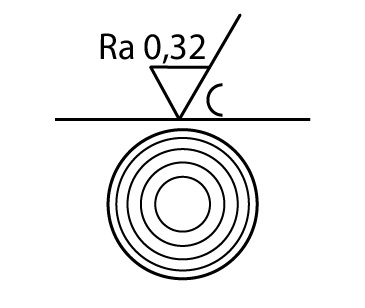 |
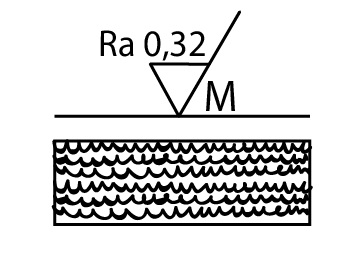
Współśrodkowa |
 |
Frezowanie czołowe Docieranie |
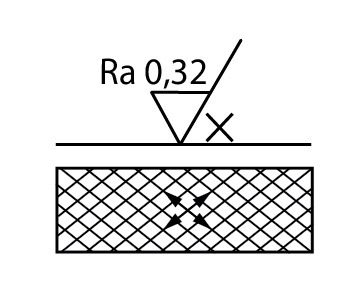 |
Krzyżowana |
 |
Skrobanie Docieranie |
 |
Nieuporządkowana |
 |
Szlifowanie czołowe | 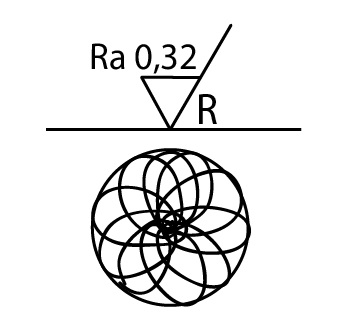 |
Promieniowa |